
Szakmai cikkünkben sort kerítünk az ütemidő (takt time), az értékfolyamat térképezés (VSM) és a „lean áramlás” („lean flow”) megvitatására, majd a szerző néhány szót ejt e témák eredetéről.
A cikk elolvasásához szükséges idő: kb. 13 perc
Szerző: John Shook
A fórum anyagát egy résztvevő továbbította nekem, aki azt kérte, hogy csatlakozzak és próbáljak megválaszolni néhány vita tárgyát képező kérdést. Őszintén szólva vonakodtam belefolyni, mert tartottam attól, hogy további gondolatokkal csak növelem a zűrzavart. Viszont a vita elolvasása után, úgy érzem, kénytelen vagyok eloszlatni néhány félreértést, amellyel egy időben talán jó pár felmerült kérdés is válaszra talál. Nehéz meghatározni, hol kezdjem. Úgy vélem, korlátoznom kell magam az ütemidő (takt time), az értékfolyamat térképezés (VSM) és a „lean áramlás” („lean flow”) megvitatására, majd néhány szót ejtek e témák eredetéről, miközben megkísérlem tisztázni, hogyan is kapcsolódnak ezek a feltett kérdésekhez.

Először is az értékfolyamat térképezés (VSM) nem azonos az „áramlás analízissel” vagy az optimális termékáramlás tervezésének és létrehozásának folyamatával. Az értékfolyamat térképezés (VSM) egy egyszerű eszköz, amely operatív vezetőknek, mérnököknek (és másoknak) segít megérteni hogyan működnek a jelenlegi folyamataik, végigviszi őket az elemzés folyamatán, a meglévő folyamataik fejlesztésének és jobb jövőbeni folyamatok tervezésének érdekében. Az értékfolyamat térképezés (VSM) – ahogy a Tanulj meg látni (Learning To See, LTS) is bemutatja – nem, és soha nem is volt az optimális termékáramlás tervezésének teljes eszköztára. Az értékfolyamat térképezés az LTS-ben leírtak szerint sem algoritmusokat, sem kalkulációkat nem tartalmaz, amelyekkel lehetséges lenne megtervezni az optimális termékáramlást. Ha így lenne, akkor talán az „Optimum Flow Design” („Optimális Áramlás Tervezése”) címet, nem pedig a szándékosan szokatlan Learning To See címet kapta volna.
A Tanulj meg látni (Learning To See) tartalmaz egy rövid fejezetet „Characteristics of a Lean Value Stream” („Egy Lean Értékfolyamat Jellemzői”) témában. Ebben a fejezetben a „lean értékfolyamat” legelemibb, de nélkülözhetetlen szempontjai kerülnek bemutatásra. Mindamellett a könyv szándéka csupán az volt, hogy olvasója/használója eztán másként gondoljon és tekintsen saját tevékenységeire. Ennek következtében az ütemidő és más fogalmak leírása szükségszerűen nagyon egyszerű. Mint ahogy azt hisszük, hogy a leírt, alapvető elvek, fogalmak és eszközök sokféle környezetben alkalmazhatóak. Azonban a fogalom/eszköz alkalmazása természetesen a helyzettől függően változhat.
Bizonyos körökben félreértelmezték, hogy az értékfolyamat térképezés (VSM), az ütemidő vagy a „lean áramlás” csak a gyakran ismétlődő, nagy volumenű, kevés variációval rendelkező gyártásban hasznos. Mindez rendkívül sajnálatos és teljes félreértés. Ennek megértéséhez kis történelmi áttekintés szükséges.
Az értékfolyamat térképezés (VSM) csak egy eszköz. Ahogy az LTS-ben olvashatjuk egy eszköz, amely segít az embereknek értékfolyamatokat vizsgálni különálló műveletek helyett. Az esetek többségében úgy tűnik, hogy az LTS könyv és az értékfolyamat térképezés sok embernek és sok vállalatnak segített.
Lean termékáramlás megtervezésének vagy létrehozásának témaköre azonban sokkal, de sokkal szélesebb körű kérdés. A VSM kapcsolódik ahhoz a széleskörű kérdéshez, amelyben egy eszköz, amely segíti azt a bizonyos tervezést. De az LTS-ben leírtak szerint, a VSM e tekintetben csak egy kezdeti lépés. A „lean termékáramlás” kapcsán én a Toyota Gyártási Rendszer (TPS) anyag és információáramlásaira utalok. A TPS áramlás alapvető elemei között (a TPS „just-in-time” pillére) találhatjuk a vita tárgyát képező ütemidő fogalmát.

Az ütemidő, mint fogalom és eszköz évtizedekkel megelőzi a szűkkeresztmetszetek elméletét (Theory of Constraints, TOC). Az ütemidő igencsak ellentétben azzal, amint azt néhányan félreértették, elsősorban NEM a nagy számban ismétlődő összeszerelő sorok esetében használatos! És az elsődleges célja természetesen nem a dolgozói létszám meghatározása!! Az ütemidő az 1930-as években, mint gyártásáramlási eszköz lett kifejlesztve. Az 1950-es években, a Toyotán belül alaposan tovább fejlesztették, mint gyártásirányítási eszközt. A késői 1960-as évekre a Toyota egész beszállító háttere széleskörűen használta és az 1970-es évek közepére ismerté vált az egész japán iparban. Az USA-ban az 1980-as évek közepére az ütemidő jól ismert fogalom volt, jóval még a „lean” fogalmának bevezetése előtt.
Az ütemidő célja elsősorban és legfőként, hogy menedzser eszközként egy pillanat alatt jelezze, hogy a termelés terv előtt vagy attól lemaradva halad. Az összehangolás eszközeként szolgál, összehangolva a folyamatban lévőt az azt követő folyamatokkal, az erőforrás igényeket a kereslettel, a vállalati funkciókat a valósidejű gyártási igényekkel.
Ahelyett, hogy az “ismétlődő gyártási szituációkra” korlátozódna, az ütemidő valójában olyan környezetben a leghasznosabb az áramlás megalapozására, amikor az áramlást különösen nehéz létrehozni vagy látni. Első alkalmazása valójában (Németország, 1930-as évek) a repülőgépiparban történt, ahol a termékáramlás rendkívül lassú volt és az ismétlődő tevékenységeket nehéz volt észrevenni. A Toyota adoptálta és továbbfejlesztette az ütemidőt az 1950-es években, hogy segítsen akkori helyzetükkel megbirkózni, amely jelentősen eltért a Detroit-központú versenytársakétól, akik látszólag végtelennek tűnő kereslettel voltak megáldva. A Toyota akkoriban olyan volumenben gyártott, amely csak egy kis töredéke volt a „Big Three” (Az Amerikai Nagy Hármas: a General Motors, a Ford és a DaimlerChrysler autógyártók összefoglaló neve – A Ford.) által gyártott mennyiségnek (1950-ben az egész Toyota vállalat egy hónapban nem gyártott annyit, mint minden egyes Big Three, egy modellből, egy szállítószalagon, egy nap alatt! És a Toyota azon a kis volumenen belül számos különböző modellt gyártott).
Talán ebből is látható, hogy egy másik gyakori megjegyzés – miszerint az ütemidő nem alkalmazható „kis volumenű műhelyekben”- szintén helytelen értelmezés. A Toyota korai beszállítóinak többsége kis „műhely” volt és közülük sok még mindig az. Az ütemidő célja – a fent említett „összehangoló” szerepe -, hogy mindezeket áramlásba hozza. Az ütemidő hasznos mindazon szituációkban, amikor a termék mix bonyolult, az áramlások összetettek, a kereslet változó, valamint különböző termelési környezetekben is – Taiichi Ohno a Toyotánál szinte az összes koncepciót kipróbálta saját megmunkáló üzemében, mielőtt azokat kiterjesztette volna más területekre. (Meglehetősen jól dokumentált a TPS és az ütemidő története a LEI-nél vagy a Productivity Pressnél elérhető könyvekben azok számára, akik többet szeretnének tudni a témáról. Taiichi Ohno saját, Toyota Production System (Toyota Gyártási Rendszer) című könyve remek kiindulási pont, továbbá Takahiro Fujimoto „Evolution of a Manufacturing System at Toyota” („Egy Gyártási Rendszer Evolúciója a Toyotánál”) szintén egy hihetetlen – és gyakran figyelmen kívül hagyott – könyv.
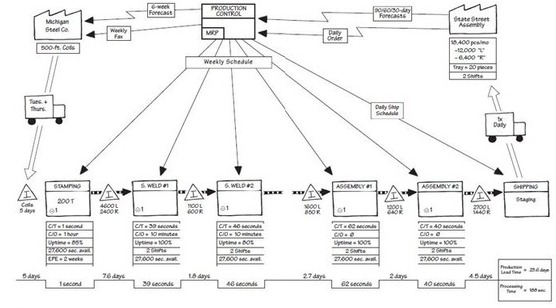
Az LTS-ben az ütemidő egyszerű példája az ACME Stamping, ami egy egyszerű ütemidővel rendelkezik a termék két variációjára. Mindazonáltal a valós életben, leggyakrabban változó keresletű termékekkel találkozhatunk, ennek következtében változó ütemidőkkel. Ekképpen tehát egy vegyes modellű összeszerelő sor ütemideje lehet 58 másodperc, de a teljes ütemidő – vagy „összetett ütem” („compound takt”) – a sok különböző egyedi termék ütemidejéből tevődhet össze. És azon idők mindegyike úgy kerül meghatározásra, hogy összhangot teremtsen a különböző, megelőző értékfolyamatokkal. A számítás, ami a vegyes modellű ütemidő meghatározására használt (heijunka összetett áramlás), jellegzetességei funkciójukban és összetettségükben hasonlóak a TOC áramlás és routing kalkulációkhoz. (És használható, ahogy a Toyota használja azt, a rendkívül összetett BOM helyzetekben). A LTS nem megy bele a számításokba, egyszerűen azért, mert a routing meghatározások technikáinak magyarázata soha nem volt a LTS célja. (Ismétlem, ha az lett volna a célja, miért kapott volna ilyen szokatlan címet?)
(Monden, Toyota Production System című könyve remek lehetőség további ismeretszerzésre, olyan sokkal összetettebb áramlásokról, mint amit az LTS bemutat.)
A vita utolsó három témájával kapcsolatban eszembe jut néhány pontosítás. Először is, az ütemidőt általában hosszabb periódus alapján állapítják meg, mint ami a vitában szerepel (egy műszak, egy nap és egy hét). A Toyota tipikusan egyhavi időszakra határozza meg az ütemidőt, és 10 naponta tart „finomító felülvizsgálatot”. Néhány üzem azonban nagyon ritkán változtathatja teljes ütemidejét, mindamellett a különböző modellek ütemideje a termékmixben gyakran változhat.
Másodszor, alapvető különbség van a TOC „szűkkeresztmetszetek” és a TPS „ütemszabályzók” között, habár ezeket gyakran félreértik, és nagyjából egyezőnek gondolják. Ami egyezik, hogy a TPS, a TOC-hoz hasonlóan, igyekszik felismerni és megszüntetni a szűkkeresztmetszeteket. De a TPS nem engedi, hogy egy szűkkeresztmetszet az értékfolyamat ütemét befolyásolja. Elvégre, a szűkkeresztmetszet rengeteg problémából adódhat – túlzott állásidő, gyenge minőség, hosszú átállási idők, stb. Miért engedném meg, hogy egy problémás művelet határozza meg a teljes értékfolyamat áramlását? Természetesen foglalkoznom kell a problémás művelettel (a szűkkeresztmetszettel), és erre számtalan technika létezik, de nem engedhetem, hogy ez diktálja a teljes termékáramlás ütemét (takt)!
Végül, az igaz, hogy az LTS-ben bemutatott VSM figyelmen kívül hagyja a vizsgált folyamat elrendezését (layout). Higgyék el, a LEI és az LTS szerzői is tudják, hogy létezik az a fogalom, hogy elrendezés, és hogy az elrendezés fontos. Azonban a VSM szándékosan késlelteti az elrendezés figyelembevételét, amíg egyéb megfigyelések és megállapítások nem történnek. Ennek oka, hogy sok termelésvezető és mérnök hajlamos azonnal nekiesni és átrendezni dolgokat, ami időbe, pénzbe és egyéb erőforrásokba kerül, és gyakran hibákhoz vezet. Gyakran van a jelenlegi elrendezéssel megvalósítható, áramlás alapú megoldás. Először ezt kell megkeresni. Gondoljunk a műveletek gyorsaságára, jelenleg mi áramlik és hova, és ideális esetben minek, hova kellene áramlania. Először használjuk kreativitásunkat anélkül, hogy egy fillért is költenénk, ami arra ösztönöz, hogy a rendszerre és a használt módszerekre összpontosítsunk. Ezután elemezzük az elrendezést (ami bizonyára fontos, de egyszerűen nem ez a fókusza az LTS-ben bemutatott VSM-nek).
Ó igen, valakinek volt kérdése egy szűkkeresztmetszetet jelentő művelettel kapcsolatban, egy cellában. A TPS soha nem egyesítené – ahogy az egyik hozzászóló tette az “egyszerűség kedvéért” – a futásidőt a beállítási idővel. A TPS szempontjából a lényeg a beállítási idő csökkentése, megteremtve ezzel a gyakoribb átállások lehetőségét a kisebb szérianagyságok érdekében. Egyszerűen szólva, a TPS egy adott időszak elméleti kapacitásából és vevői igényéből indul ki, majd megállapítja e paraméterek alapján a lehetséges átállások számát, és lehetőség szerint futásmintákat („run patterns”) állapít meg, vagy másképpen kialakítja az összhangot a megelőző és a következő folyamatok között (és igen, minderre van egy számítási mód).
A VSM és a különböző lean értékfolyamat eszközök valóban léteznek az gyártásszervezés tradíciójában, ahogy az a vitában említésre került. Ezek többnyire korábban is létező eszközök evolúciója, de magába foglalja ezen eszközök jelentős újításait is. A korábbi „folyamat feltérképező” eszközök (ahogy a név sejteti) a „folyamatokra” összpontosítottak, miközben a VSM az anyag- és információáramlás egymással való összefüggésére összpontosít. A gyártásszervező mérnökök körében gyakran használt egyéb feltérképező eszközök figyelmen kívül hagyták az információáramlást – ami nélkül egy integrált anyag- és információáramlási rendszer nyilvánvalóan nem képzelhető el vagy valósítható meg. Annak nyomatéka, hogy a termelést, mint integrált anyag- és információáramlási rendszert megértsük, jelentős fejlesztése a Toyota Gyártási Rendszernek. Az az értékfolyamat (vagy „folyamat”) térkép, ami figyelmen kívül hagyja az információáramlást olyan, mint egy oldalnyi kotta, ami csak véletlenszerűen tartalmazza a hangjegyeket – mindenki tudja, hogy milyen hangokat kell játszani, csak azt nem, hogy mikor.

Azonban ez mind kevésbé fontos a VSM lényegéhez képest, ami összefügg azzal, ami miatt a VSM elkészítését kézzel javasoljuk. A lényeg nem az, hogy az „abszolút optimális termékáramlás” legjobban kézzel számítható ki. Természetesen nem! Az amerikai gyártás központi problémái akörül a tény körül forognak, hogy alkalmatlan algoritmusaink vannak? Még egy, nagyobb és jobb szoftvercsomagra van szükségünk? A rajzok kézi elkészítésének előnye, hogy rákényszeríti készítőjét, hogy menjen, nézze és vizsgálja meg, majd próbálja valóban látni, hogy mi történik az értékfolyamat – nem pedig csak egy különálló tevékenység – szintjén.
Több matematikus is mutatott nekem olyan algoritmusokat, amelyekről azt állították, hogy „gyorsabb anyagáramlás érhető el velük a rendszeren keresztül”, mint a „Toyota húzórendszerével”. Mindig ugyanazt mondom nekik: „Talán. Viszont teljesen félreérti a lényeget.” A lényeg inkább a megfigyelés és a tanulás körül forog. Bizonyára, nem hangzik olyan izgalmasan, mint egy szoftver, ami „kidobja a ’helyes’ választ”. De nincs „helyes válasz”. A választ mi, gyakorló gyártási szakemberek és vezetők határozzuk meg azáltal, hogy az embereinket végigvezetjük az értékfolyamataink valós működésének megismeréséhez vezető folyamaton. Ideális elméletek kidolgozásában jók vagyunk. Hiányosságunk a megvalósítás együttes képessége, az innováció, valamit a problémák által előidézett váratlan eseményekre való reakció terén van.
A Learning to See eme hiányosság kezelésére volt egy próba. Természetesen a LTS nem teljes megoldás egy ilyen nagy problémára. De, talán ez egy kezdet. Hogy újra csak ismételjem, innen jött a cím. Rajzolsz egy térképet és igen, személyes megfigyelés alapján rajzolod. Ez a fontos, nem maga a térkép! Ami lényeges, hogy megpróbáld igazán látni, hogy mi történik. A Learning to See által bemutatott esetben, a középpontban az üzem ajtótól-ajtóig történő megfigyelése áll. Ezután használhatod a térképet egy vízió megalkotásához és annak terv szerinti teljesítéséhez.
Ezt elküldöm, aztán félreállok, és remélem, nem növeltem a zűrzavart!
Forrás: lean.org
A cikk eredeti, angol nyelvű változata itt olvasható.
Kérjük, amennyiben a fordítással kapcsolatban észrevételed van, jelezd azt az info@lean.org.hu e-mail címen.
Könyvajánló
Rövidebb átfutási időt szeretnél elérni?
Szeretnéd alacsonyabb költségen működtetni a folyamatokat?
Célodul tűzted ki a veszteségforrások megszüntetését?

Az értékfolyamat-térképezésnek nevezett módszer kivételesen hatékony eszköz lehet a fenti célok megvalósításban. A módszer elsajátításának leghatékonyabb eszköze pedig Tanulj meg látni című könyv.