
Dr. Thorraf Sundtot idézve: „Ha látom, ki tudom javítani.” Ennek az ellenkezője is igaz – nehéz kijavítani valamit, amit nem látunk. John Shook bemutat nekünk 3 példát a vizuális menedzsment alkalmazásáról. A Jó, a Rossz és a Csúf…
A szakmai hírlevél elolvasásához szükséges idő: kb. 10 perc
Szerző: John Shook
Fordította: Bányász Réka
A vizualizálás jó dolog. Ezt mindannyian tudjuk. A Lean Közösségben sokan gyakorolják, több-kevesebb sikerrel. Egyéb előnyei mellett, a munka ütemének, minőségének láthatóvá tétele (lásd az alábbi példákat) egyszerűbbé teszi a problémamegoldást és az elért eredmények fenntartását. A Mayo Clinic szakemberét, Dr. Thorraf Sundtot idézve: „Ha látom, ki tudom javítani.” Ennek az ellenkezője is igaz – nehéz kijavítani valamit, amit nem látunk. Az elmúlt egy hónapban a vizuális megjelenítés három példájával találkoztam – jóval, rosszal és csúffal – amelyeket szeretnék megosztani Veletek.
A Jó
Az első esetben egy fiatal nő minőségellenőrzést végzett egy elektromechanikus alkatrészeket gyártó szerelősor végén. Két éven keresztül gyűjtötte ugyanazokat a minőségre vonatkozó információkat. Egy ellenőrzési sorozat után megerősítette, hogy a konnektorok stabilan csatlakoznak, az alkatrészek mind össze vannak szerelve, és működőképesek. Amikor problémát talált, bevitte egy számítógépes adatbázisba, amelyet aztán egy nagyobb adatbázisba gyűjtöttek össze. Az adatbázist átnézték, elemezték, és az eredményeket visszacsatolták a termelési csoportnak, és másoknak.
A folyamat így nézett ki:

Nem volt közvetlen kapcsolat a hibákat elkövető operátorok és a hibákat megtaláló ellenőr között, és a később megosztott információkat hosszú, szabálytalan időintervallum előzte meg. A menedzsment azért kezdett foglalkozni a helyzettel, mert úgy látták, az operátorokból és az ellenőrökből is „hiányzik a motiváció”. Amikor az üzem vezetősége kezdte feltárni a bevonás és motiváció növelésének lehetőségeit, egy minőségmérnök észrevette, hogy nincs kapcsolat az operátorok és a munkájukról szóló visszacsatolás között. Napokig, hetekig tartott, hogy egyáltalán felszínre kerüljenek olyan problémák, amelyeket azonnal meg lehetett volna oldani, ezért a hibák kijavítása sokkal tovább elhúzódott. A mérnök meg akarta oldani ezt a technikai problémát.
Az ellenőrzést végző hölgy állt elő a javaslattal. „Mi lenne – mondta – ha nem csak bevinném az információkat az adatbázisba, hanem minden esetet már a felbukkanásakor feltüntetném ezen az üres táblán?” Nem esett nehezére minden problémáról gyors feljegyzést készíteni a táblán, majd később bevinni az adatbázisba.
Ez a folyamat így néz ki:

Ezt követően érdekes dolog történt. Míg az ellenőr és a dolgozók közösen nézték a táblát, beszélgetni kezdtek róla. Egyik dolgozó, aki a hibák jelentős részét elkövette, említette, hogy folyamatosan problémái vannak az egyik csatlakozóval. A konnektor két vége nagyon pici volt, az ő kezei pedig nagyok, ráadásul nagyon kis helyen kellett boldogulnia. Egyik visszatérő problémát sikerült így feltárni, az okot azonosítani, és a mérnök is örült, hiszen így egy viszonylag egyszerű műszaki módosítással javíthatott a helyzeten. További, terítékre került problémákról kiderült, hogy gyakran ennél is egyszerűbben orvosolhatók, sokszor már helyben.
Mi motivál?
A következő dolog még érdekesebb. Ahogy az ellenőr és a dolgozók jobban megismerték egymást, kezdtek már az ebédszünetben odajárni ahelyett, hogy megvárták volna a műszak végét. Így láthatták addigi teljesítményüket az aznapi műszak során. Nem kellett sok idő, hogy az ellenőr és a csapat egész napos eszmecserébe kezdjen a gyártás alakulásáról. Ami a legfontosabb: a dolgozók kevesebb erőfeszítéssel többet termeltek, az ellenőr szerepe a folyamatban pedig gyökeresen megváltozott. A menedzsment megpróbált a motiváción javítani, sikerrel. De nem úgy, ahogyan számítottak rá. Kiderült, hogy a dolgozók motivációjának erősítéséhez eredményesebb támogatásra van szükség abban, hogy munkájukban sikeresek és elkötelezettek legyenek.
A Rossz
A második esetben egy gyártáselemző tábla szerepel, amely látszólag jól működött. A gyártási terv órákra lebontva jelent meg, a tényadatokkal szembeállítva. Az alkalmazottak egy nagy területet kaptak a táblán, hogy felírják a problémáikat, ötleteiket, megjegyzéseiket. Néhány dolog azonban furcsán nézett ki, és a csoportvezetővel folytatott beszélgetés feltárta, hogy a tábla nem működik rendeltetésszerűen. Egy mélyebb beszélgetés és némi megfigyelés megmutatta, miért.
Minden újramegmunkálás rossz – legrosszabb azonban a dolgozók elkötelezettségének újramegmunkálása.
Ebben az esetben az első probléma nagyon gyakran előfordul. A menedzsment azt kérte minden egyes dolgozótól, hogy írják le a problémákat, amelyekkel napi munkájuk során találkoznak. Nemes erőfeszítés a jószándékú menedzserek részéről. A probléma azonban ennek a következménye volt – semmi sem történt. A munkaerő számára kevés demoralizálóbb dolog van, mint magasabb fordulatszámra kapcsoltatni a gondolkodásukat csak azért, hogy egy rossz váltómozdulattal rükvercben találjuk magunkat. A dolgozók könnyedén találtak problémákat, amelyeket feltüntethettek a táblán. A nehézségek akkor kezdődtek, amikor a menedzsment nem tudott ezekre hatékonyan válaszolni. A lista egyre hosszabbra nyúlt, ami önmagában rossz. Aztán a lista lerövidült – de ez nem pozitívum, hiszen nem azért rövidült le, mert a menedzsment válaszai letörölték volna ezeket a problémákat, hanem azért, mert a dolgozók már nem jelezték a problémáikat. Puszta időpocsékolás, mondták.
Következő alkalommal, amikor a menedzsment megpróbálja mozgósítani ezeket a dolgozókat – akik meg voltak győződve róla, hogy újra átejtették őket –, már sokkal szkeptikusabbak lesznek, mint azelőtt.
Mit mondjunk, ha veszteséget akarunk teremteni és szőnyeg alá akarjuk söpörni a problémákat: „Termelj annyit, amennyit csak bírsz”.
A következő probléma, amely ebben a példában felmerül, könnyen leolvasható a táblán feltüntetett tervezett, illetve megvalósult tényadatok – P/A (Plan / Actual azaz Terv / Tény) – értékeinek összehasonlításából. A tervezett számoknál nem volt eltérés egyik napról a másikra, a terv állandó volt: 240 egységet gyártani műszakonként, azaz órákra lebontva 30 darabot. Ez így talán rendben is lenne. Csakhogy a tényadatok – a megvalósult gyártás értékei – meglehetősen szórtak. Ez érdekes, és több problémára is rámutathat – minthogy ezek azonosítása a P/A tábla elsődleges célja. De kis utánanézéssel kiderült, hogy a tervszámok egyáltalán nem voltak reálisak. Különböző termékproblémák miatt igazából a műszakonkénti 240 egység legyártása egyáltalán nem volt elvárás.
A valós óránkénti termelés 10 és 40 egység közt mozgott, napi pedig 120-240 egység közt, egyetlen esetben volt példa 260-as értékre. A magyarázat? „Nos, nagyon sok műszaki változtatás történik, így nem sikerül eleget tennünk az elvárásoknak, de a célzott érték továbbra is 240.” Ha így van, kérdeztem, „naponta reálisan hány darab legyártásával számolnak – hányat akarnak legyártani?” A válasz: „Hát, igazából nem tudjuk, de szeretnénk legyártani annyit, amennyit csak tudunk…”
Kulcsfontosságú, hogy félreérthetetlen elvárásokat – célokat – fogalmazzunk meg. „Ma 240 egység legyártására van szükségünk, ez óránként 30 egység.” Nem 239-re és nem 241-re: pontosan 240-re. A félreérthetetlen célkitűzés megkönnyíti a problémamegoldást – „csupán 230-at gyártottunk le a célzott 240 egységből – nos, pontosan mi lett a hiányzó tíz egységgel?” Követhetjük az ok-okozati viszonyt a hiányzó 10 elem és a hiányukért felelős különböző tényezők közt. Képességeink fejlesztésével leszűkíthetjük a menedzsment reakcióidejét (tudatosítva a dolgozókban az azonnali hatály fontosságát) egyórásra, sőt annál is kevesebbre.
A lényeg, hogy tisztán megfogalmazott cél nélkül nagyon nehéz PDCA-t használni. Nincs PDCA P (tervezés) nélkül: pontosan erről szól a „terv vs. tény” érték. A szám, amelyet vezetőként a P helyre beírok, azt az értéket jelenti, amelyet – teljesen komolyan – elvárok a dolgozóktól. A problémamegoldás az a kihívás, amelynek elfogadására kérem a csapatomat, hogy célunkat elérjük. (Van bizonyos szerepe a „feszített célkitűzéseknek”, de ez már más lapra tartozik.) A „Termeljetek annyit, amennyit csak bírtok” típusú utasítások megteremtik a kétértelműség dinamikáját, bátorítják a mentségeket és kifogásokat és egyenes úton vezetnek a tűzoltásnak azokhoz az állandósuló köreihez, amelyeket igyekszünk elkerülni.
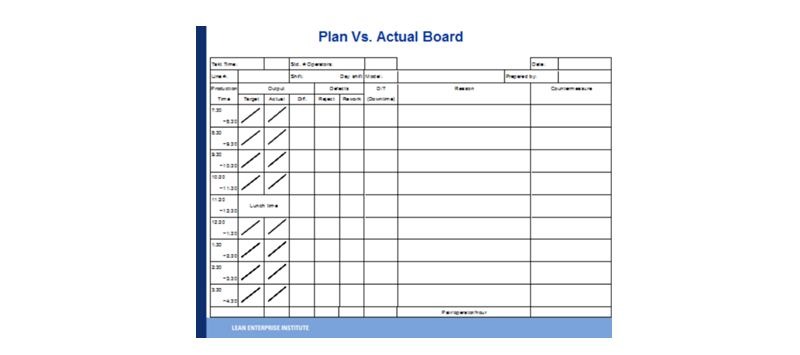
A tábla magyarázatát lásd a Kaizen Expressz című könyvben.


A Csúf
A csúf szemléltetésének néhány érdekes példájához ajánlom ezt a blogot.
Ezek a példák emlékeztetnek a „lean irodákra”, amelyek árnyéktáblán feltüntetnek minden egyes eszközt minden irodában, még olyankor is, ha a munkamenet átláthatatlan, a problémák nincsenek megjelenítve, a követendő irány pedig egyáltalán nem látszik.
Jobb
A normálisnak az abnormálistól való vizuális megkülönböztetése, fizikai környezetünk elrendezése úgy, hogy leképezze azt, ahogyan dolgozni szeretnénk, valamint annak biztosítása, hogy a munkáról való gondolkodásunk megtestesüljön abban, ahogyan környezetünket kialakítjuk, egyaránt módszerek a természetes emberi motivációk felhasználására. A találomra történő megjelenítés esetleges eredményekhez és nem szándékolt következményekhez vezet. Az ellenintézkedés ilyenkor az, hogy meggyőződjünk róla: minden egyes vizuális tárgynak megvan a maga világos és specifikus célja, jól meghatározott tulajdonosa és felhasználója, valamint szabályai és felhasználói protokollja. A LEI egyik munkatársa Dave Logozzo az alábbi három egyszerű kérdést ajánlja ahhoz, hogy táblánk hasznos legyen és hozzásegítsen a célzott következményhez:
- Mi a cél?
- Kit szolgál?
- Milyen gyakran használsz rendellenesség-jelzéseket és/vagy válaszolsz rájuk – mi a PDCA-ütemed?
Semmi bajom az árnyéktáblákkal, igazán kedvelem őket! Sokkal jobb azonban, ha az árnyéktáblák helyett – melyek biztosítják, hogy senki sem távozik a tűzőgépeinkkel – a következőkre összpontosítunk: úgy rendezzük a munkafolyamatot, hogy a problémák már megjelenésükkor ki legyenek emelve, ezáltal lehetővé téve és elősegítve, hogy az egyének és csapatok azonnal foglalkozzanak velük. Személy szerint az olyan vizuális megjelenítést támogatom, amely ezt szolgálja.
Ui.: A vizuális menedzsment egy további példáját megtalálhatjuk itt a LEI-nél. Mióta márciusban új irodába költöztünk, megkétszereztük az erőfeszítéseinket, hogy munkánkat, amennyire csak lehet, vizuálisan követhetővé tegyük. Különböző típusú white boardokba, white board panelekbe – fém, tehát egyúttal mágneses is – fektettünk, beszereztünk egy smart boardot, és több falunkat is white board festékkel festettük be. Ha valaki meglátogat, láthatja az éves munkatervünket – célkitűzéseinket, tevékenységeinket, időbeosztásunkat – egy 3×4 méteres falon. Amit itt végzünk, az irodai munka, és sem a munkamennyiség-követelmények, sem pedig a minőségmutatók nem olyan pontosak, mint a fenti példáinkon, ugyanakkor próbáljuk őket a lehető legpontosabbá tenni.
Forrás: lean.org
A cikk eredeti, angol nyelvű változata itt olvasható.
Kérjük, amennyiben a fordítással kapcsolatban észrevételed van, jelezd azt az info@lean.org.hu e-mail címen.
Könyvajánló
- Hogyan fogjunk hozzá a lean gyártás megvalósításához?
- Mi legyen a következő, majd az azt követő lépés?
Manapság már nem könnyű eligazodni a lean elvekkel kapcsolatos információk tengerében.

A Kaizen Expressz című könyv pörgős, gördülékeny stílusban, tömören, az alapokhoz visszanyúlva ismerteti a Toyota termelési rendszer (TPS), és a lean alapvető elveit, mégpedig a megvalósítás logikus sorrendjében.



